Редактор управляющих программ тепловой резки.
Редактор управляющих программ UPEDITOR предназначен для контроля, редактирования, конвертирования и создания управляющих программ для машин тепловой резки. Исходными данными для программы служат управляющие программы в форматах ESSI, EIA или чертежи карт раскроя в формате DXF.
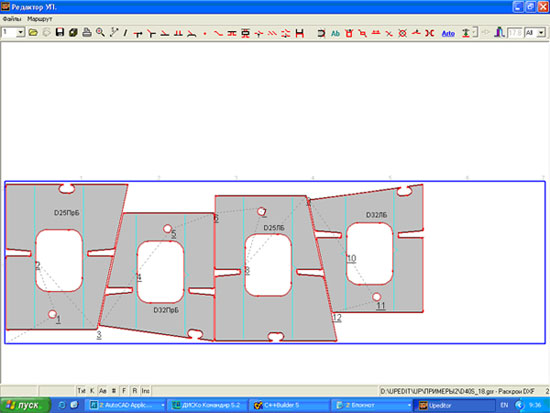
Для создания управляющих программ необходим чертеж карты раскроя в формате DXF. Последовательность вырезки деталей, прохода линий разметки и нанесения надпи-сей может быть назначена программой в автоматическом режиме.
При назначении маршрута резки параметры входа и выхода могут быть заданы отдельно для входа с угла контура и для входа по касательной. Возможно назначение со-вмещенного реза. Во время назначения маршрута программа динамически проверяет возможность построения пробивки и мостиков исходя из заданных критериев.
Имеется многоуровневый откат операций редактирования.

В режиме редактирования осуществляется правка программ, записанных в форматах ESSI и EIA. Возможно перемещение и изменение параметров пробивок и мостиков, удаление и добавление пробивок и мостиков, изменение порядка вырезки деталей. Возможно и полное переопределение маршрута резки. Во время редактирования управляющей программы можно просматривать текст УП в специальном окне, при этом положение маркера на изображении карты раскроя синхронизировано с изображением текста программы.
Возможна корректировка программы (удаление малых отрезков и дуг), введение учета смещения инструмента и введение команд торможения.
Для каждой управляющей программы можно получить полную технологическую информацию (время резки, длина реза и пр.)
Предусмотрена возможность получения из управляющей программы карты рас-кроя в формате DXF после автоматического удаления мостиков, перемычек и припуска на резку.
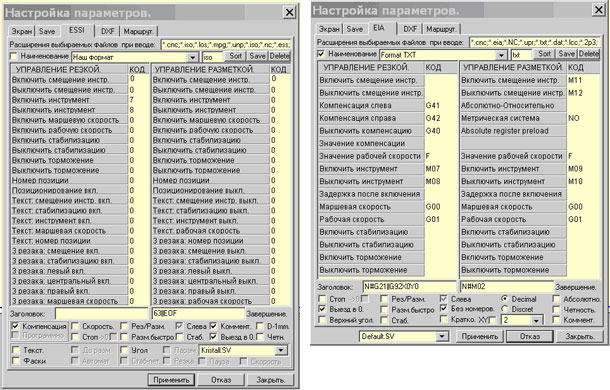
Полученные управляющие программы можно записать с перекодировкой в форматы ESSI или EIA, учитывая особенности языка управляющих программ машин конкретного завода. Требуемые коды технологических команд, а также коды, вставляемые в начало и конец программы задаются пользователем в диалоговом режиме. При выводе расстояние между деталями с совмещенным резом приводится в соответствие с шириной реза конкретной машины.
Контроль позволяет определять в управляющих программах такие погрешности, как пересечение участков резки, резка по детали, пробивки на детали или слишком близко к ее кромке, нарушение последовательности и направления вырезки внешнего и внутренних контуров детали и т.д.
Данная программа («Автомаршрут») позволяет построить траекторию резки для плана раскроя нажатием одной кнопки. При этом технолог имеет возможность задать правила, управляющие процедурой построения траектории. Форма траектории определя-ется одним из четырёх режимов («С мостиками», «Газовая резка», «По часовой стрелке», «Против часовой стрелки»). Основным режимом автоматического назначения маршрута является «Газовая резка». В процессе анализа каждого контура определяется возмож-ность его вырезки в двух направлениях. Режим «Газовая резка» предписывает програм-ме из двух возможных вариантов вырезки контура в разных направлениях выбрать тот, при котором длина холостого перехода в точку пробивки будет меньше.
Режимы «По часовой стрелке» и «Против часовой стрелки», позволяющие осуществ-лять вырезку контуров только в одном направлении, используются для машин тепловой резки (например, плазменных), имеющих такие ограничения.
Работа программы «Автомаршрут» базируется на трех основных правилах:
Траектория, полученная автоматически, проверяется на корректность и может быть отредактирована вручную.
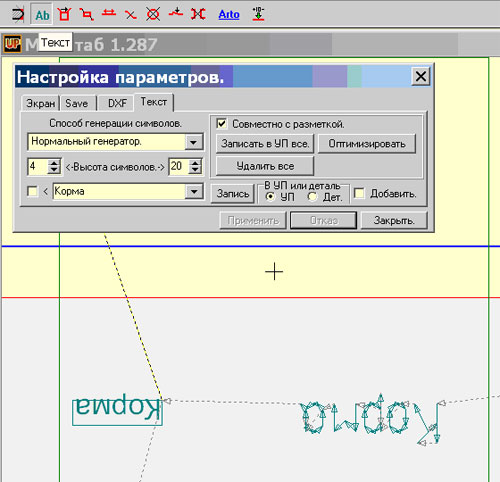
Порядок вывода разметочных линий и текстовой информации в управляющей про-грамме можно задавать в ручном и автоматическом режиме. При необходимости тексты можно заменять векторами в виде разметочных линий.
Тексты, их положение и способ вывода можно задавать при построении маршрута обработки карты раскроя.
UPEditor позволяет создавать управляющие программы с командами обработки I, V, Y, и K фасок для поворотного однорезакового и трехрезакового блоков.
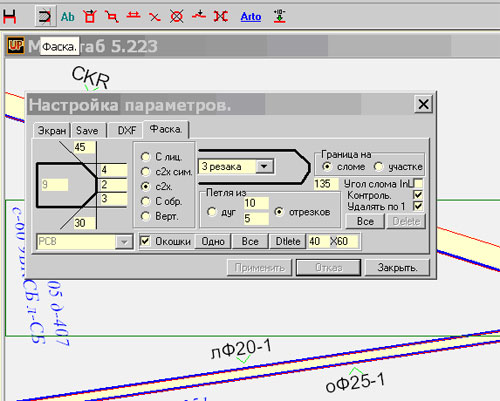
Если параметры фасок определены в исходных файлах с деталями, команды раз-делки кромок могут быть добавлены в УП в автоматическом режиме. Угловые петли и ок-на для настройки трехрезакового блока создаются автоматически, в соответствии с за-данными параметрами.
Для однорезакового поворотного блока возможно создавать программы с обработкой Y фасок за два прохода.
Для обычного резака предусмотрена возможность компенсации конусности плазменной дуги при резке кромок с фасками путем добавления локального припуска. Величина локального припуска определяется автоматически (в зависимости от параметров фаски) или вручную для каждой кромки.
Дистрибутив системы раскроя UPNEST & UPEDITOR можно скачать отсюда.
Код активации можно получить здесь.
Редактор UPEDITOR эффективно используется в судостроении для создания управляющих программ для машин тепловой резки деталей корпусов.
Юркин С.П., Кузнецов А.А., Кобелев А.В.
Прайс-листы на программное обеспечение
![]()
Прайс-лист на ПО CSoft Development
Прайс-лист![]() на ПО других производителей
на ПО других производителей
![]()